 Germany
Germany Italy
Italy USA
USA South Korea
South Korea UK
UK India
India France
France China
China Japan
Japan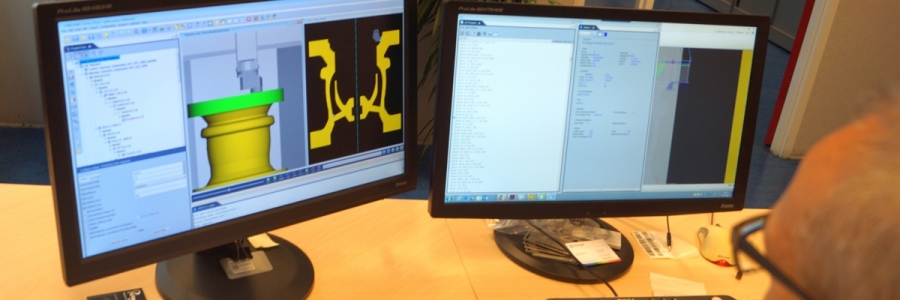
VERICUT provides process protection at Mokveld Valves
From its state-of-the-art manufacturing and testing facility in Gouda, Holland, Mokveld supports the global oil and gas industry with expert knowledge and advanced engineered valve systems for critical control and safety applications. Here, the critical control and safety of the advanced machine tools on the shopfloor is provided by the world’s premium CNC simulation and optimisation software, VERICUT.
Mokveld was first founded in 1922, as a small machine workshop repairing the clay moulding machines used by the commercial and artisan potteries in the area; today Gouda pottery is highly sort after and collectable. The focus for the company changed during the 1950s when the Groningen gas field was discovered in Northern part of the Netherlands.
The first valves were created by welding parts together and then precision machining the elements. “The Groningen gas field is the largest natural gas field in Europe and caused economic prosperity of the Dutch gas industry those days, so we decided to stay with the industry,” explains Production Engineering Manager, Bart van den Bosch. “And, we developed the valves to be of the highest quality based on an axial flow principle. Export orders started in Germany; then other European countries and the rest of the world followed.”
The ‘axial flow’ principle refers to the streamlined, symmetrical and unrestricted flow path between the inner and outer body of a valve in line with the axis of the pipeline. The unique design of axial flow valves offers a wide range of benefits, including large capacity, low noise, low turbulence and reliable operation. So, axial flow valves can be used in many different environments, including desert, offshore, subsea and even extreme arctic conditions, which is crucial to the gas and oil industry.
Today, around 300 highly skilled staff based at Gouda produce high-quality axial flow valves that are the culmination of generations of ongoing research and in-depth knowledge of its customers’ processes and operating practices in the oil and gas production, processing and transmission sectors. Mokveld valves are the result of over 60 years’ of research and proven experience in critical applications.
Valve bodies are predominantly cast and sizes span an incredible range from 2 inch internal bore diameter right up to a massive 84 inches. The choice of materials used is almost as varied, from treated mild steels to super duplex stainless steel and even exotic super alloys. They are specified to suit both the installation conditions, be it surface, subsea or subterranean, and the nature of the fluid.
Faced with the high variety, low volume challenge the machine tools invested in by Mokveld require extensive engineering planning and subsequent capital expenditure. As Bart van den Bosch states: “We have to cater not only for the size of the valve, which may also have flange faces making the body much larger, but also for the precision and tight tolerances required. Customers expect longevity from our valves and depending of the application we supplied valves that are in production for more than 30 years. To achieve this requires clever product design and extremely tight machining precision.
“For example,” Bart van den Bosch says, “depending on client specification, our on-off valves can be required to shut down in just a few seconds, even the larger sizes up to 48 inch. If we machined any element of it even slightly off then it would not function to the design specification. So, we always specify the highest quality machine tools with as much functionality as possible to provide the flexibility and achieve the tight tolerances required.”
With two seats of PTC Creo, formerly known as Pro/ENGINEER, all of the initial valve designs are created using this advanced 3D CAD software, with any subsequent design changes made using the SpaceClaim 3D software package from Ansys. Following design the parts are transferred to Edgecam for the generation of the NC code required to machine them.
The final, and it could be argued, most important step in the process is provided by VERICUT, supplied and supported by local reseller, ATS EdgeIT. The independent CNC simulation and optimisation software ensures the post processed G code that controls the multiple axes of the machine tools on the shopfloor preform exactly as the engineer intended. VERICUT automatically checks for collisions between the workpiece, fixtures and the structure of the machine tool, as well as any gouges that could cause concern for the process reliability. It provides the opportunity for the engineering team to check every aspect in a virtual environment before committing to cutting metal.
VERICUT becomes even more crucial with complex machines, such as the large Dörries multi-axis vertical turning machine recently supplied and installed by StarragHeckert group. Fitted with a robotic head changer that allows boring bars up to 850 mm long to be loaded the machine is capable of complex machining all of the geometry inside the valve body, including holes with a tolerance less than 0.03 mm. “Our machinists are extremely capable,” says Bart van den Bosch. “However, with the Dörries they really are machining blind. The ability to hold 90 tools in the magazine and six different cutting/boring heads results in a complex scenario that, without VERICUT, could result in a machine crash. The consequences would be enormous; break down of the machine tool, cutting tools and damage to the product. There is also the confidence of the operators in the NC-program As well as the chance that personal injuries might occur.”
With help from CGTech, Mokveld has modelled the complete machine structure as well as all of the cutting head units in VERICUT so the machining process can be accurately simulated. Across the company Bart van den Bosch uses FASys tool management and integration software. He says: “The advantage is we keep all of the cutting tool information in one location, so any changes are made just once and they flow seamlessly into both Edgecam and VERICUT without any further input.”
As well as protecting the complex and expensive machine tools installed at Mokveld, VERICUT has also helped improve production planning since the software was installed some two years ago. “With the variety of parts we produce at low volumes the production scheduling is done manually, so we select the next available machine tool capable of completing the task required. VERICUT helps us because the predicted machining cycle time required is very accurate,” Bart van den Bosch says.
He concludes: “A large diameter axial valve control cage may require up to 20,000 holes to be drilled. We do not run standard hole cycles and the CAD/CAM systems were always wide of the mark when it came to estimating the time required to complete the operations. However, as VERICUT simulates the exact movements of the whole operation it results in a predicted cycle time that is within 5 per cent of the actual time required, optimising not just the process but also the production control.”
